
东营顺通化工(集团)有限公司
3万吨/年甲酸钠联产3万吨/年甲酸钾项目(一期)环保设备调试情况
本次验收项目为3万吨/年甲酸钠联产3万吨/年甲酸钾项目(一期),属于新建项目,于2014年6月开工建设,于2016年8月建设完成,2017年6月投入试生产,本项目位于东营港经济技术开发区港西二路西、S一号路南、港西三路东、港城路以北,占地85248m2,该项目总投资27600万元,其中环保投资360万元。主体设施包括蒸发离心车间、压缩车间等,其中配套的环保设施包括煤气脱硫除尘装置、水洗装置、碱洗装置、二级旋风除尘装置等。该项目劳动定员为30人,年工作时间为300天,每天24小时三班生产。
本项目区分为西部、中部和东部三部分。其中西部区域自北向南依次为卸料区、原料罐区、变配电室以及成品库房以及蒸发造粒车间组成:中部自北向南依次为水洗塔循环水池、碱洗净化工段、压缩工段、导热油炉、合成配碱罐区、成品罐区组成:东部区域自北向南依次为原料仓库、造气及水洗工段、循环水泵房、甲酸盐仓库组成:中控分析室与中心控制室分别设置在调度中心的一楼与二楼。
本项目主要由主体工程、公用工程、环保工程和储运工程等组成,公用工程和污水处理厂依托厂区聚丙烯酰胺项目。
项目具体组成情况见下表。
|
项目 名称 |
主要组成 | 主要内容 |
|
主体 工程 |
主厂房 | 总建筑面积2124m2,包括蒸发造粒车间、压缩车间等。 |
|
公用 工程 |
供电 | 新建1250kV高压配电室1座,电源引自开发区供电变 |
| 供水 | 拟建项目水源来自开发区自来水公司管网 | |
| 蒸汽 | 东营市港城热力有限公司统一供应 | |
|
储运 工程 |
原料库、辅助材料库 | 焦炭储存于原料仓库、液碱储罐室外存放 |
| 成品库 | 建筑面积1970m2 | |
| 装卸、运输 | 各种原料均由厂家汽车运送至厂内;产品由本厂车辆运输销售 | |
|
环保 工程 |
废气装置 | 煤气脱硫除尘装置、水洗装置、碱洗装置、二级旋风除尘装置 |
| 新建4t/a燃气导热油炉一座 | ||
| 废水装置 | 厂区污水处理厂 | |
|
辅助 工程 |
机修、电修、仪修、综合仓库、DCS控制室、办公设施 |
本项目污染物治理/处置设施
1)废水
本项目废水产生环节主要包括煤气洗气塔洗水、车间地面冲洗水、造气炉排污产生的废水、循环水系统排水、办公生活废水等。
(1)煤气洗气塔洗水:甲酸钠、甲酸钾生产过程中水洗工段用水洗去混合气体中的粉尘和可溶性气体氰化物、硫化氢、二氧化硫等,同时起到降温的作用,该部分废水循环利用,无废水排放。
(2)车间地面冲洗水:本工程车间地面冲洗水用量约为5.0m3/d,外排4.2m3/d。本项目冲洗水污染物主要为COD、BOD、SS等。该部分废水进入厂区污水处理厂处理,达标处理后通过管网排入东营港经济开发区污水处理厂进一步处理,达标后排入神仙沟。
(3)蒸汽冷凝液进入甲酸钠、甲酸钾合成工序产生的蒸汽冷凝水不外排作为配碱液用水。
(4)循环水系统排水:循环水系统不排水,如遇到检修确需排水,排至水洗塔循环水池。
(5)办公生活废水:经调查,该项目现有职工30人,生活废水产生量为6.37t/a,生活废水进入厂区污水处理厂处理后,通过管网排入东营港经济开发区污水处理厂进一步处理,达标后排入神仙沟。
(6)初期雨水:生产区和装置区、罐区的初期雨水收集后排放至事故池处理;后期雨水则沿雨水管道直接排入雨水管网。
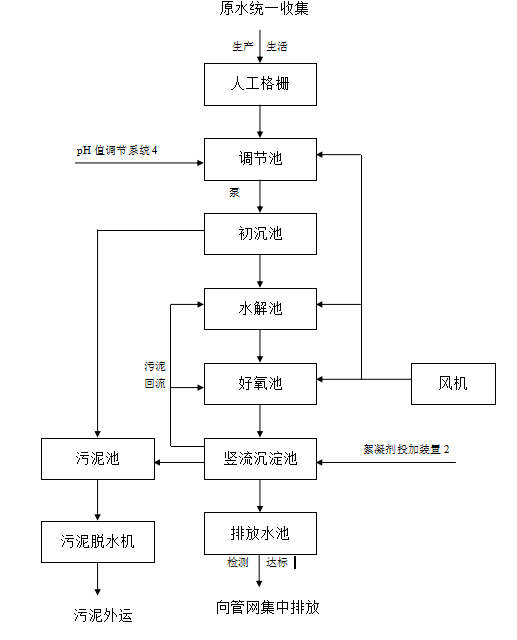
(7)污水处理厂工艺流程:
污水处理工艺采用化学法+生化法相结合的处理工艺。污水处理流程为:格栅、集水池—调节池—初沉池—水解池—好氧池—竖流沉淀池—排放水池—出水污水处理站。


光氧除臭设施
2)废气
本项目产生有组织废气为合成工序反应产生的废气、浓缩干燥工序反应产生的废气、导热油炉产生的锅炉废气。
(1)甲酸钠合成工序:浓度为30%的液体氢氧化钠(离子膜或隔膜碱)经化验合格后放入卸碱罐,通过卸碱泵抽入浓碱罐,从浓碱罐取样化验后,通过稀碱泵抽一定量的浓碱打入稀碱泵,再通过配碱给水泵打一定量的软水入稀碱罐,利用配碱给水泵打内循环,使稀碱罐液体混合均匀,配制18%的稀碱。
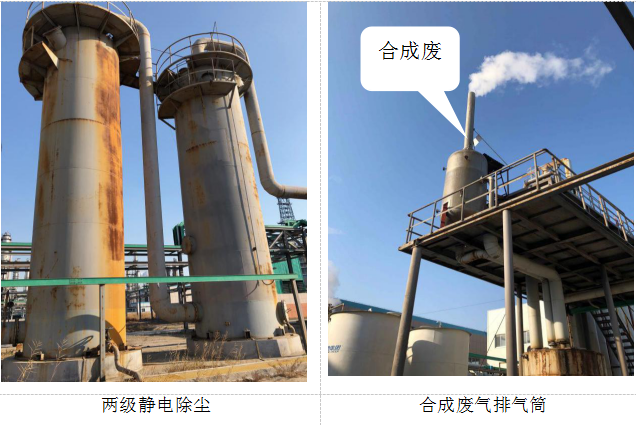
计量泵从稀碱罐中抽取稀碱,以一定的流量经缓冲罐进入混合器,与来自煤气压缩机中的一氧化碳混合并进入套管预热器,加热升温后进入脉冲合成塔,充分化合成甲酸钠稀料,经启动调节阀进入释压管释压后,进入尾气分离器进行气液分离。稀料进入成品罐区。尾气通过汽液分离装置分离后经过淋喷水洗塔后由1根16米高,直径为0.4m的排气筒P1达标排放;主要污染物成分为:CO、NOX、二氧化硫、颗粒物。
甲酸钾合成工序:将浓度为48%左右的浓碱(KOH)由浓碱槽送至配碱槽,配成浓度为18%的碱液,用计量泵加压送入混合器与净化加压(压力约2.0MPa)的CO混合,经预热器预热后使汽液混合物一同进入合成塔反应,PH值控制在9-11(允许过碱操作),生产成甲酸钾后,经释压罐释压后进入甲酸钾合成液计量槽内。计量泵从稀碱罐中抽取稀碱,以一定的流量经缓冲罐进入混合器,与来自煤气压缩机中的一氧化碳混合并进入套管预热器,加热升温后进入脉冲合成塔,充分化合成甲酸钾稀料,经启动调节阀进入释压管释压后,进入尾气分离器进行气液分离。稀料进入成品罐区。尾气通过汽液分离装置分离后经过淋喷水洗塔后由1根16米高,直径为0.4m的P1排气筒排放;主要污染物成分为:CO、NOX、二氧化硫、颗粒物。
(2)浓缩干燥工序反应产生的废气:
甲酸钠浓缩干燥工序工艺:合格稀料经稀料泵抽出打入蒸发室浓缩后,通过加热器(加热介质为导热油或蒸汽),形成自然循环,加热物料的蒸汽经大气冷凝器冷凝排出,浓缩后物料放入浓料罐。
浓料在搅拌降温二次结晶后,经浓料泵抽入离心机分离,滤液回次料罐,固相下落进入螺旋挤料机,并输送到烘干塔,鼓风机鼓入空气,经散热气加热后进入烘干塔,与下落的固相物料接触,并流上升过程水分被蒸发,经过一级分离器,干物料下落进入包装工序,温热空气及部分物料进入二级分离器进行分离,干物料下落进入包装,废气通过旋风除尘器处理后通过1根18米高,直径为0.2m的P2排气筒排放;主要污染物成分为:颗粒物。
甲酸钾浓缩干燥工序工艺:将计量槽中稀的甲酸钾溶液用泵送至蒸发器,利用真空不断吸取蒸发器的水蒸气使甲酸钾浓缩,当浓缩液中的甲酸钾含量达到2000~3000g/l之间时放入澄清槽中,经过板框压滤机压滤后得到的清澈透明液体浓缩液甲酸钾,调PH至9-11之间,用泵分批打进蒸发器进行结晶,废气通过旋风除尘器处理后通过1根18米高,直径为0.2m的P2排气筒排放;主要污染物成分为:颗粒物。
(3)导热油炉产生的废气
本项目建设1台2800kW燃气导热油炉,来自东营市和利时临海燃气有限公司的天然气经输送管线调压后送至燃气导热油炉,导热油炉产生的燃气废气经1根高18m、内径0.5m的排气筒排放,经加热后的导热油送至生产装置用热工段。主要污染物成分为:NOX、二氧化硫、烟尘。

3)噪声
本项目噪声来自各生产装置中的造气炉、引风机、压缩机以及导热油炉等。公司采用消声、减振、隔音的措施控制噪声源的排放。
噪声布点原则:
(1)噪声源直接影响厂界布点原则;在了解噪声源的基础上,确定噪声源影响最大的厂界布点监测。
(2)与噪声敏感点布置原则。在厂区周围距噪声敏感点(医院、学校、民宅等)最近的厂界布点监测。
(3)东、西、南、北四方布点原则,考虑到噪声辐射的指向性,在厂四周厂界有代表点进行监测。
4)固体废物
本项目产生的固废主要有煤气发生炉产生的炉渣、脱硫废水沉淀物、洗气废水沉淀物、造气净化过程除尘器底灰、废机油、废导热油以及生活垃圾等。项目固体废物产生、处理处置措施见下表。
项目固体废物产生、处理处置一览表
| 序号 | 固体废物名称 | 排放规律 | 产生量 | 目前产生量 | 转移量 | 暂存量 | 主要污染因子 | 固废类型 | 危废代码 | 去向 |
| 1 | 炉渣 | 间断 | 15t/a | 2t | 未转移 | 2t | / | 一般固体废物 | / | 外售 |
| 2 | 脱硫废水沉淀物 | 间断 | 2t/a | 0t | 未转移 | 0t | / | 一般固体废物 | / | 外售 |
| 3 | 洗气废水沉淀物 | 间断 | 3t/a | 0t | 未转移 | 0t | / | 一般固体废物 | / | 外售 |
| 4 | 造气净化除尘器底灰 | 间断 | 0.6t/a | 0t | 未转移 | 0t | / | 一般固体废物 | / | 外售 |
| 5 | 废机油、废导热油 | 间断 | 3t/5a | 0.05t | 未转移 | 0.05t | / | 危险固体废物 | HW08 | 准备去向:委托莱芜德正环保科技有限公司 |
| 6 | 生活垃圾 | 间断 | 3t/a | 1t | 1t | 0t | / | 一般固体废物 | / | 委托环卫部门处理 |
东营顺通化工(集团)有限公司
2018年5月26日
 咨询热线:(+86)400-0546-288
咨询热线:(+86)400-0546-288